


陶瓷球生产工艺大体分为球坯制备、球坯烧结、机械加工三大部分。通常球坯是由高纯度原材料粉体压制成型,再对压制体进行烧结,随后进行精密加工。

1.球坯成型
(1)干压成型技术
干压成型技术是陶瓷球一种常见的制备成型技术,具有操作简单,工艺环节少的特点,将粉料倒入一定形状的模具中,借助于模塞外加压力,便可将粉料压制成一定形状的坯体,是目前大多数陶瓷球生产厂家采用的成型方法之一。但对于一些要求高精准尺寸及高力学强度的轴承球而言,干压成型工艺制品尺寸不够精准、球坯制造的精度缺陷也极为明显,且此法只能做一维方向加压,导致产品结构和强度存在各向异性。
采用传统工艺(干压成型)制备的陶瓷(轴承球,密封球)球坯,根据球坯尺寸不同,加工余量大约在1-3mm左右,将球坯加工为成品球,需经历约35-45天的精细后加工以获取所需尺寸的成品球。完成加工后除去外观色差、针孔等不合格球,其成品率可能只剩下30-40%左右,或者更低。不可控的成品率将导致供货量不稳定及大量的投料浪费。
(2)等静压工艺
等静压成型又叫静水压成型,是利用液体介质的不可压缩性和均匀传递压力性的一种成型方法。该法将预压好的粉料坯体放入弹性的塑料或橡皮胶套内,然后置于一个能承受高压胀力的钢筒中,然后用高压泵将液体打入简体。胶套内的粉料将在各个方向受到同等大小的压力,从而压制成一定形状的坯体。采用等静压工艺制备的陶瓷球,表面质量好、无气孔、密度均匀、力学性能稳定,在耐腐蚀、耐磨损、耐冲刷等性能方面有显著提高。
这种成型方法的优势有利于获取性能优异的陶瓷球制品及大大减少后续精细加工时间。较小的加工余量大大减少了后加工的时间,根据球坯尺寸不同,其后加工时间可降低至25-30天左右。成型后通过等静压工艺制取的毛坯球质量好,可大大提升陶瓷球的成品率。毛坯球加工后的合格率可保证在90%以上,还能减少研磨盘等砂轮的无效损耗(用来磨次品,不良品浪费耗材),大大降低砂轮等耗材的损耗。因此,尽管通过等静压工艺制备的毛坯球要比干压成型贵30%以上,但依然能使高精密陶瓷球的综合加工成本大幅降低,等静压成型的球坯相比于干压成型的毛坯而言能降低约30%-40%制备成本。但等静压成型成型设备昂贵,且存在脱模问题,限制了将其应用于大规模的工业生产。
(3)“行星式 ”滚动法
“行星式”滚动法就是将造好粒的陶瓷粉体放入滚动筒内,滴加少量去离子水,颗粒随滚动筒的转动而在筒壁上滚动,最终形成小球。该制备方法优点是简单易行,投资较少;缺点是小球尺寸分布较大。
(4)直接热解法
直接热解法适合以金属的碳酸盐为原料制备的陶瓷小球。它不仅能充分利用原料,而且环保;方法简单,适合工业大规模生产。该工艺关键步骤是煅烧,热分解反应产生大量气体,必须缓慢升温。
(5)反相悬浮聚合法
悬浮聚合是指借机械搅拌和分散剂使单体呈液滴状分散于悬浮介质中,进行聚合反应的方法。其体系一般由单体、油溶性引发剂、水、分散剂四部分组成。反相悬浮聚合是将水溶性单体在有机溶剂中分散成细液滴而进行的聚合。
2.烧结工艺
陶瓷素坯在烧结前是由许许多多单个的固体颗粒所组成的,坯体中存在大量气孔,气孔率一般为35%-60%(即素坯相对密度为40%-65%),具体数值取决于粉料自身特征和所使用的成型方法和技术。当对固态素坯进行高温加热时,素坯中的颗粒发生物质迁移,达到某一温度后坯体发生收缩,晶粒长大,伴随气孔排除,最终在低于熔点的温度下(一般在熔点的0.5-0.7倍)素坯变成致密的多晶陶瓷材料,这种过程称为烧结。烧结是陶瓷坯体成型的最后一道工艺,陶瓷产品的性能优劣很大一部分因素是由烧结来决定的。要烧结的致密度高、均匀,不仅前一道加工工序脱脂环节至关重要,还受粉体、添加剂、烧结温度及时间、压力及烧结气氛等因素的影响。
(1)无压烧结
一般采用常规加热方式,在传统电炉中进行,是目前陶瓷材料生产中最常采用的烧结方法。由于纯的陶瓷材料有时很难烧结,所以性能允许的条件下,通常引入一些烧结助剂,以期形成部分低熔点的固溶体、玻璃相或其他液相,促进颗粒的重排和粘性流动,从而获得致密的产品,同时也可以降低烧结温度。
(2)热压烧结
热压烧结采用专门的热压机,将干燥粉料置于模具中。在高温下单相或双相施压完成。温度与压力的交互作用使颗粒的粘性和塑性流动加强,有利于坯件的致密化,可获得几乎无孔隙的制品,同时烧结时间短,温度低,晶粒长大受到抑制,产品性能得到提高。
(3)热等静压烧结
热等静压烧结是一般热压法的改进,可使物料受到各向同性的压力,从而使陶瓷的结构更均匀。热等静压工艺是一种以氩气等惰性气体为传压介质,将制品放置到密闭的容器中,在一定温度和压力的共同作用下,向制品施加各向同等的压力,对制品进行压制烧结处理的技术,由于热等静压烧结技术对包套材料及技术要求较高,因此通常用于制造形状简单的产品且生产效率低。
3.精密加工
球坯烧结后需对陶瓷球的尺寸及表面精度进行精密加工,分为粗磨和精磨两大步骤。粗磨可消除毛坯球表面的各种缺陷,包括烧结氧化层、气孔和表面微小裂纹等。单是通过粗磨加工,既不能使陶瓷球达到与钢球相同的几何形状精度,也不能达到与钢球相同的表面质量特性。必须再通过精磨工序才可以把粗磨加工形成的粗糙表面以及过大的形状偏差研磨掉。从根本上来讲,影响研磨加工工艺的主要是磨料和磨料液膜。细磨及精磨大都采用碳化硅、碳化硼和人造金刚石粉作磨料。精研及超精研选用氧化铬、碳化硼、人造金刚石粉或天然金刚石粉作磨料。含有磨料的磨料液膜由煤油、脂、机油、磨料的混合溶液构成。根据不同种类磨料液膜,可以提高磨料的作用,或减轻磨料的作用,以此影响研磨能力和表面粗糙度。
目前,工业或实验用的精密研磨陶瓷球方法已有很多,但根据其原理大体可以分为以几种。
(1)四轴球面研磨
四轴球体磨球机采用的是四轴球体研磨方式,在研磨机主体机构的结构对称性和四研具对球体相对运动的等同性的基础上,利用反转法对球体研磨成型原理进行球体研磨。这种研磨方式能够获得较高的加工精度(对直径为φ10mm的球,球度可达0.05μm)。但这一技术主要用于单颗高精度球的加工,加工效率低。
(2)同心圆盘研磨法
同心圆盘研磨法是工业上用来加工钢球的方法,也是现在工业上精加工陶瓷球最广泛使用的方法。陶瓷球坯在成对制造的圆盘中间得到研磨,它可进行球的大量研磨。其中,上圆盘是静止的,下圆盘安装在行星系齿轮上,从而陶瓷球的运动有自转和绕轴旋转两种运动方式,球与球之间会产生不可避免的相互摩擦和挤压以至于研磨的精度受到了不良的影响从而导致这种研磨装置的精度不高,因此这种同心圆盘研磨设备仅适于用作粗磨。
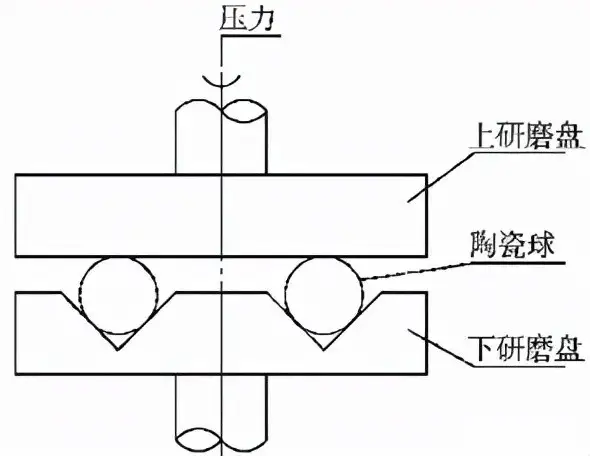
(3) V形槽研磨法
加工过程中,自旋角θ的值仅取决于球坯和研磨盘导向槽的直径,与研磨盘转速无关。由于自旋角θ在研磨过程中保持不变,球坯与研磨盘的接触点在球坯表面形成的研磨迹线是一组以球坯自转轴为轴的圆。球和研磨盘的运动机理以及机床结构与粗磨加工时相似,但由两块研磨盘取代金刚石板和导球板。上研磨盘浮动且必须具有精确导向。下研磨盘被加工成V型槽使,磨盘为V形和平面。陶瓷球与磨盘为三点接触。此方法使球自转轴均匀地变化,快速地去掉多余的加工留量,以完成研磨加工。研磨盘的硬度、盘沟的截面形状(同心沟槽)和研磨压力的相互作用,使磨料在两个工作面间滚动时,由磨粒锐角产生切削作用。其结果是形成细微且无方向的加工痕迹,其与钢球研磨时的磨削机理相一致。该种研磨方法与钢球研磨类似可在小型精研机上完成,应用方便,但研磨效率很低。
(4)自旋回转角控制研磨法
自旋回转角控制研磨法主要是改进传统V形槽磨盘的运动状态和装置,使V形槽2个槽面的转速可控,通过调整2个槽面的转速,增大陶瓷球自旋回转角,提高陶瓷球的加工效率。该方法所用机床的设计制造较复杂,不易实现陶瓷球的批量加工,但能明显提高陶瓷球的加工效率,适用于大规格小批量陶瓷球的加工。
(5)锥形研磨方法
锥形研磨法基本原理与自旋回转角控制研磨法相似。陶瓷球在研磨过程中具有较大的自旋角(达到47°),陶瓷球充分自旋,增大了陶瓷球的回转滑动,从而使陶瓷球的加工效率大幅提高。该方法能够大幅提高陶瓷球加工效率缩短加工时间,使用加工机床结构简单、易于制造,但仅适合小批量加工,在大规格小批量陶瓷球加工中有优势。
(6)磁悬浮研磨法
磁悬浮研磨法是一项新的先进陶瓷精加工技术。磁悬浮研磨法是利用磁场力研磨的原理,性价比较高,这种方法目前仅处于实验室研究阶段,每批只能磨几十粒陶瓷球,用于批量生产受到限制,需要进一步改进以提高产量。
来源:前沿材料